
Many medical components are labeled “unmoldable” during early design reviews. That conclusion often comes from applying traditional rules instead of using molding.
At the macro level, standard design for manufacturing practices work well. However, when features move into the micron range, those same rules can limit what is possible.
While DfM for micro molding shares many elements with conventional DFM, it is not simply a scaled-down version. It requires a different way of thinking about design, manufacturing, and cost.
At this scale, three major shifts occur.
1. Tolerances must match true function
Designers often see the possibilities of micro molding and apply extremely tight tolerances across an entire part. At the micro level, this approach creates unnecessary complexity.
Instead, teams should:
- Identify which features drive performance
- Tighten tolerances in keys areas to enable functionality
- Relax tolerances of non-critical dimensions to improve manufacturability
This approach increases process stability and supports scalable production.

2. Yield and cycle time drive cost
While material selection is still incredibly important for manufacturability, its cost has less of an impact in micro molding than in traditional injection molding.
When thousands of parts can be produced from a single pellet, resin cost has limited influence on piece price.
Instead, cost is driven by:
- Cycle time
- Yield (scrap vs good parts)
Improving either factor has a direct effect on overall economics. Designs that support faster cycles times and higher yields will scale more efficiently.
3. Assembly must be addressed early
Manual assembly becomes difficult at the micro scale. Small components increase:
- Handling challenges
- Scrap rates
- Operator fatigue
For this reason, DfM for micro molding should prioritize:
- Component consolidation
- Two-shot molding strategies
- Design for automation
Addressing assembly during early design reduces downstream risk and cost.
Why this shift matters
As medical devices continue to shrink, the demand for precision increases. Smaller components enable:
- Less invasive procedures
- Faster recovery times
- More targeted therapies
However, these benefits depend on manufacturability. A design that cannot scale will not reach patients.
Designing for micro: considerations in DfM for micro molding
When developing micro-scale components, several design principles can improve outcomes.
Optimize material selection
High-flow materials often perform better in thin walls and micro features. Material choice should support complete mold filling and long-term reliability.
Plan gating early
Gate location has a greater impact at the micro scale. A gate vestige that would be small at the macro scale can exceed the thickness of the part itself and significantly impede functionality..
Designs should include:
- Defined gate locations
- Space for proper flow
- Consideration of cosmetic and functional surfaces
Rethink draft angles
Traditional guidelines suggest larger draft angles. In micromolding, reduced draft or even localized areas without draft can be achieved and even beneficial in certain cases.
Evaluate tooling constraints
Micro-scale tooling introduces challenges such as:
- Limited space for slides and cams
- Unfavorable steel conditions
- Increased maintenance considerations
Design decisions should account for long-term tool performance, not just initial feasibility.
Design for integration
Combining components can reduce assembly steps and improve yield. Two-shot molding or overmolding strategies often provide more efficient solutions.
What real-world applications show
When these principles are applied, designs that appear infeasible can become scalable solutions.
Examples include:
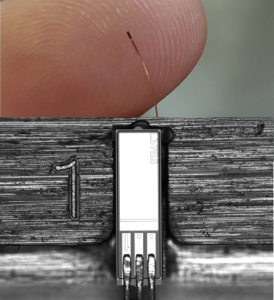
- Microfluidic components with channels below the visible range (3 microns)
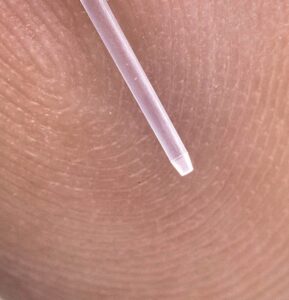
- Thin-wall cannulas with high aspect ratios (400:1)
- Complex multi-material components produced in a single tool
In each case, success depends on aligning design intent with manufacturing capability early in the process.
Moving forward
Micro-focused design requires a shift in thinking. It starts with understanding how design decisions impact manufacturability at the smallest scale.

Applying DfM for micro molding early in development helps teams avoid unnecessary constraints and build solutions that are both functional and scalable.
At Nissha Medical Technologies, this approach supports the development of high-precision components designed for real-world production.